
Having been a modeller for well over 30 years (and an engineer for a lot longer than that) I’ve built a fair number of models but have never made an engine for one. Despite the fact that there are a number of plans available, I never seemed to get around to it. However this changed when I read Alex Whittaker’s article in RCM&E concerning his Firefly project. I admire anyone who tries to have a go at something a bit more adventurous, and I was sufficiently tempted to give the Firefly a go myself, particularly as Alex was asking for volunteers to try the drawings out and machine a working prototype.


Enjoy more RCM&E Magazine reading every month.
Click here to subscribe & save.
With a certain amount of trepidation I rang Alex and offered the services of both myself and my brother John (who started modelling at the same time as I). Two sets of drawings duly arrived, and away we went. I’ve had a fair bit of machining experience, John less so, and we felt that our different levels of expertise would help put alternative perspectives on the project. This would be his first serious machining exercise, so he’d be relying on me to point him in the right direction if he came up against a machining technique that he wasn’t familiar with. I, on the other hand, would be relying on him to keep me from straying from the drawings!
In the event it was an enjoyable experience for both of us, and despite the difference in our machining experience, both engines ran very well. For anyone who’s considering making the Firefly, hopefully you’ll find the following guidelines helpful.


CYLINDER HEAD
Drawing number WF46-0006. Using aluminium (round or square) that will finish to 40mm, and leaving it 10mm over-length, you can machine all of the outside dimensions in one go, as well as the combustion chamber and glow plug hole (the hole thread is 1/4 x 32 tpi). Having finished all the dimensions, reverse the workpiece in the chuck, face to length, and machine the counterbore for the glow plug, making sure to chamfer the thread and provide a good seat for the copper washer. If you drill the holes for the screws and their counterbores prior to machining the cylinder barrel, you’ll be able to use the head as a template / jig for the barrel screw holes.

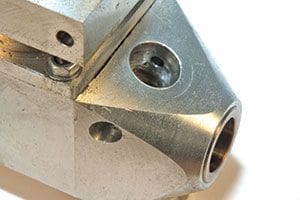
CYLINDER BARREL
Drawing number WF46-0005. At first glance this looks a fairly complicated piece of work, but if you break it down into a series of separate operations it’s really not so daunting. Have a good, close look at the drawing before you start, and make sure that you allow enough material for the square flange on the base, which is easily missed.

The key to this job is the 25mm bore. Finish is more important than absolute accuracy (you’ll make the liner to suit). Once faced to length, the workpiece can be held on a mandrel (turned in the chuck just prior to use) to ensure concentricity. Make it about 35mm long with a thread of 6 or 8mm in the end, to pull down a retaining washer – a good, sliding fit is required. The mandrel will provide a solid fixture for turning operations and most of the milling.
When milling the slot for the exhaust port you’ll note that one end coincides with the side of the bore; with the exhaust flange face vertical, use this datum to scribe one end of the port and then measure 10.5mm up from that line. This will ensure that when drilling through you’ll match the port with the bore. Be careful only to drill down to the centreline of the bore, otherwise you’ll start to drill into the bore as you go past centre.


The drilling and tapping shouldn’t cause any problems, but there are a couple of points to consider. First: the head bolt holes can be spot-drilled using the head itself, but you’ll need the liner for centralising. Second: when turning the bottom flange, remember to machine a groove that’s sufficiently deep and wide to accommodate both nuts and washers.
As far as the transfer ports go, measure twice and cut once. You may find it easier to mark the outer limits of the ports and move the cutter to them, rather than establishing the centre of the 6mm radius (which is in mid-air) and working from that. Ensure that the 45° clearance machined for the bottom flange screws is sufficient to get the screws in without forcing them. There’s plenty of material there but be careful not to catch the rest of your machining.

CYLINDER LINER
Drawing number WF46-0013. Use a longer piece of material to allow you to hold on to the additional metal and thereby finish both overall diameter and bore in one go; this ensures concentricity and lack of distortion. Once parted off, hold lightly in the chuck and skim the top flange to size. You can lap the bore if you wish to produce an even closer fit when matching the piston diameter to the bore. It’s essential that the underside of the top flange on the liner mates fully with the top of the cylinder barrel, a slight undercut (just a few thou’ deep) under the flange being beneficial here. The method of laying out the ports in the sides of the liner, shown as a development on the drawing, is a useful one, the sectional elevation on B-B also helping to clarify the positions. You can use the knowledge that the transfer ports are diametrically opposite each other and that the exhaust port is at 90° to them, to get things clear in your mind before committing cutter to component. Drilling a small hole through both walls of the liner where the exhaust ports are, gives a reference point, prior to using a small cutter to open out to the finished sizes.


CRANKCASE
Drawing number WF46-0003. This is a straightforward job if you break it down into separate operations. The starting point for most of your machining will be the bores, indeed once this is done (rough-out both before finishing), everything else can be set from there.
Just a word about bore accuracy. This is your engine, so any slight deviations from absolute size can be compensated for in the mating parts. This has been taken into account on the drawings, e.g. variation in the bore for the bush can be transferred to the bush itself. It’s also usually easier to turn an outside diameter to fit a bore than the other way around.
If you wish to have side mounting lugs, that’s fine, there’s no problem in machining them, but you’ll need to make allowance in the overall size of the material blank. It’ll also make life easier if you leave the front taper flats until the liner bore is finished. The squareness to the main crankcase bore will be much simpler to achieve.
The holes in the rear of the crankcase can be located by using the backplate as a template, i.e. the same method as for the cylinder head / barrel.
If making the crankcase from square section aluminium, be aware that the faces tend to be slightly convex, and are awkward for accurate marking out. Oh, and don’t drill the carburettor hole until the front bearing is in place. Machine the front tapers prior to drilling the carburettor hole and locating screw holes, noting that the bottom flat is different.
Although the crankcase is perfectly satisfactory in this configuration, you may choose to turn a cone that starts at the front, cleans up the square that you’ve generated, and runs out at the corners of the carburettor flat (23.45mm from the front face). A simple mandrel described for the cylinder barrel with a small bolt and washer to retain the workpiece will do the job nicely.

CRANKCASE BEARING
Drawing number WF46-0004. Nothing difficult here, but there are a couple of pitfalls for the unwary. Phosphor bronze has a tendency to snatch at any sort of cutting tool, but particularly twist drills and reamers, so try to keep the bedways on your machine lightly clamped when machining to keep backlash and play to a minimum. Boring to within a few thou’ of the reamer size will give you a better chance of both size and finish.
The drawing specifies a light press fit; turn the first 5mm of the bearing to a good sliding fit and you’ll find that it will keep square and press in more easily.
CRANKCASE BACKPLATE
Drawing number WF46-0007. The material diameter here will depend on whether you’re going to incorporate rear-mounting or (more traditional) side lugs. This is another straightforward job, with just a couple of elements that require closer attention. Use your crankcase as a gauge for the diameter that locates in the main bore (see note 1 on the drawing), but be careful not to make it a press-fit. Also, take care when machining clearance for the piston, as there’s not a great deal of wall thickness to play with. Marking out the holes is much easier if you have a V-block with a clamp that locates within the sides of said block; hole positions can be achieved accurately enough with a scribing block and rule providing you use the backplate as a drilling template. The three mounting holes will give the correct orientation to make sure you line the backplate up correctly upon assembly.
The peripheral holes for the fuel tubes (I used copper tube, as employed by steam enthusiasts) aren’t essential, but do tidy things up. A simple way of securing the tubes in the plate is to drill the holes the same size as the tube’s o/d, and put a slight curve in the tube. As you push it through the hole the tube will begin to straighten up and be firmly held, but it will still be removable.

GRINDING OFF
Well that’s enough to keep you busy for a while. Next month we’ll return to the workshop and complete this lovely little engine. I hope what you’ve read thus far has been sufficiently reassuring that you’re tempted to fire up your lathe and have a go. Building and flying a traditionally constructed model aircraft is eternally satisfying, and you can multiply that factor tenfold when you’ve also built the engine that powers it! (Those who missed our February 2012 issue should note that a general arrangement drawing and exploded view of the Firefly 46 was published therein – ed.)


